 cn
cn
 English
English  Français
Français  русский
русский  عربى
عربى  Español
Español 
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森
爱立森

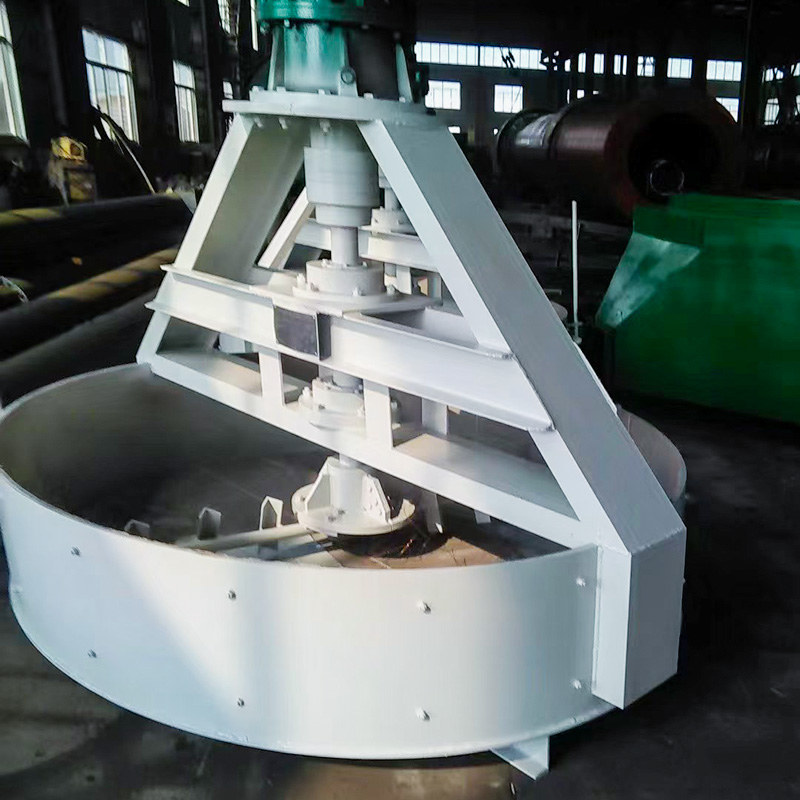
本款研磨机采用无级调速控制系统,可轻松调节适用于各类部件研磨的转速。设备采用电控气动比例阀闭环反馈压力控制,压力装置可独立调节。上压板配备缓降功能,有效防止薄脆工件破损。通过时间继电器与研磨计数器,可根据加工要求精确设定和控制研磨时长与圈数。压力模式支持工作中调节,当达到设定研磨时间或研磨速度时将触发自动停机报警,实现半自动化操作。
研磨机变速控制分为初期、正式与终期三个阶段:初期磨具较高转速运转,正式阶段保持匀速,终期阶段转为较低转速。其特点是研磨初期通过手动控制使磨具转速加速度从零缓慢提升,当转速达到正式研磨速度一半时,加速度变化呈现转折点,随后转速加速度从峰值缓慢下降,直至达到正式研磨速度时降为零。
利用固结磨具研磨特性,根据工件与磨具相对运动轨迹密度分布,合理设计磨料密度分布,使磨具在使用过程中的磨损不影响其表面精度,显著提升工件表面精度,避免修整磨具的麻烦。在平面固结磨具研磨中,磨具旋转运动为主运动,工件运动为辅助运动。多数情况下工件呈浮动状态压于磨具上,其运动规律未知,需通过分析工件受力来确定其应力状态与运动规律。以工件为整个研磨系统的分离体,建立工件力平衡微分方程,求解得出工件运动规律。
研磨主机采用调速电机驱动,配备大功率减速系统,软启动软停止,运行平稳。通过上下磨盘、太阳轮与行星轮的协调研磨运动,在加工过程中形成四向四速,实现上下表面同时研磨的高效作业。下磨盘可升降,便于工件装卸。气动太阳轮换向装置,精准控制工件双侧研磨精度与速度。随机配备修正轮,用于修正上下磨盘平行度误差。
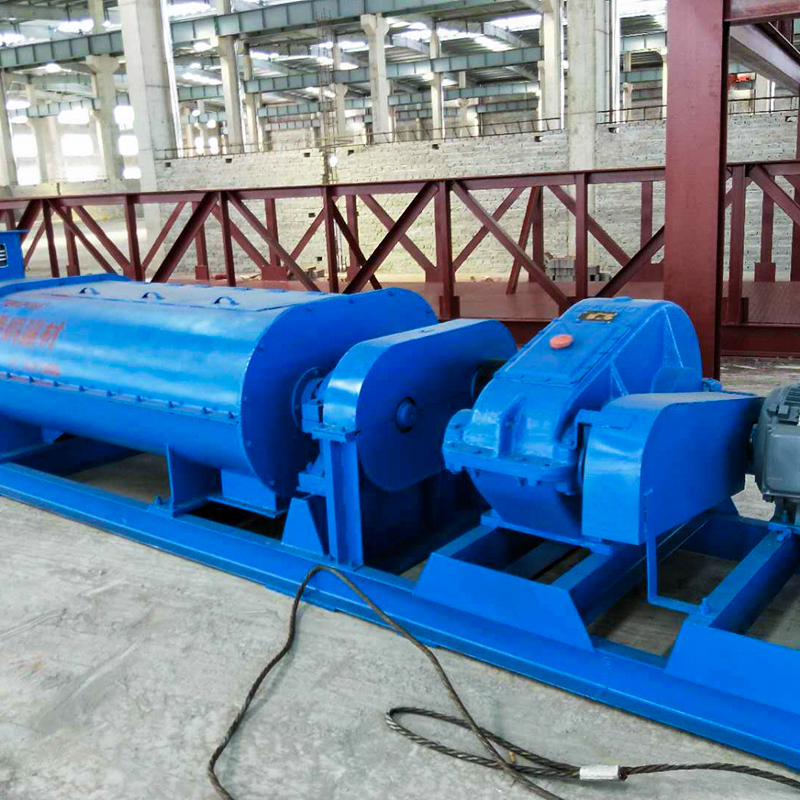
研磨篮式砂磨机继承篮式研磨机一机一工序的分散研磨特点,也可单独作为分散机使用(当分散盘处于工作位置而研磨篮未下降时)。针对需研磨物料,可实现先分散后研磨功能(当研磨篮下降至工作位置时,即可对物料进行高效研磨)。









联系我们
-
 江苏省南通市海安市曲塘镇双楼路68号
江苏省南通市海安市曲塘镇双楼路68号 -
手机:
 13914355558/18994158908
13914355558/18994158908 -
电子邮箱:
 tp@tp-machinery.com
tp@tp-machinery.com
版权所有 © 2025 南通爱立森环保科技有限公司
保留所有权利。
![]()